In Part 1, Rick talked about the design of the Newton NM1 Portable Field Microscope, which had to be low-cost, compact, powerful in terms of magnification, and resistant to the elements when used for field work. In Part 2, Rick talks about some of his other recent and challenging product designs, including a waterproof mobile radio for Simoco and a foot soldier radio for the troops.

Simoco waterproof radio
Waterproof mobile radio for Simoco
The next product design of Rick’s that we are going to look at is a waterproof mobile radio for Simoco. Although, on the face of it, a mobile radio appears to be a similar type of device to a mobile phone, it has some fundamental differences which dramatically affect a designer’s options.
“I’ve done a lot of mobile phone work,” says Rick, “but the mobile industry makes consumer product that sell by the million so it is driven by aesthetics. Once upon a time it was really difficult to make phones small enough, but, of course, with technological evolution we’ve got miniaturisation, so making a mobile phone small, nice looking and ergonomic has ceased to be a problem. You no longer have all these big, fat square bits inside them that cause them to be large and ugly.
“Not so with personal mobile radios! They are so different. I had quite a few surprises. Firstly you have the problem of waterproofing, although I’ve done waterproof products before. The standard to meet is called IP67 – which is immersion in up to a meter of water for about half an hour.
“Then you find that a personal mobile radio creates a lot of heat because there are some very powerful transmitters inside, and the regulations state that the radio has to be able to handle the heat for a set time. Of course, it will cut out automatically before it fries, but in an emergency situation you’ve got to be able to use it at full power for at least the set time period. So the design has to hold a staggering amount of heat inside. The only way of getting the heat away from the electronics – and this is still the best way – is to sink it into a big, fat piece of metal, which ultimately dissipates the heat into the case and then the air.”
Clearly it would not be practical to have an extremely hot heat sink on the outside of a hand-held radio, not only because users would burn their fingers, but also because it would be unsightly and non-tactile. The only place for a bulky heat sink is inside the casing where space is a premium. The designer’s method of accommodating the sizeable heat sink is to turn it into something structural, thereby making it do a job that would otherwise be done by a piece of plastic.
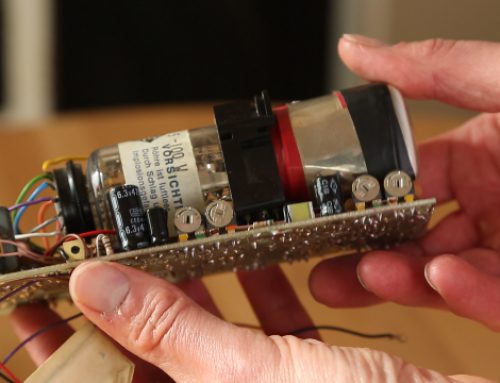
“The chassis is a big piece of aluminium,” explains Rick, “which is first and foremost a heat sink. Aluminium is light, but a bit like the situation with the brass lens holders in the microscope, it is not as light as you’d like it to be. You can do calculations to work out the heat capacitances of specific metals and it tells you that you need a certain size chunk of aluminium. If we’d have used magnesium, though, we’d have needed even more metal, because its thermal characteristics would work against us. So you are stuck with a piece of metal of a certain size.”

The radio in bits. The aluminium heat sink/chassis can be seen in the middle
Keeping Out the Weather
Accommodating the heat sink increases both the size and weight of the radio, but it is not the only problem mobile radio designers face. Mobile radios are used in all sorts of situations, many of which are outdoors or where there are significant levels of moisture and water. Railway workers, sewerage engineers and public event stewards are just some of the people who might be issued with radios of this kind, and all are frequently exposed to bad weather or have to work near water.
“At the Olympic Games the stewards had products like this,” says Rick, “but there are some situations where the radios really need it to survive true water immersion. That’s a problem because on this radio we had just over 30 openings that needed sealing. You might wonder what qualifies as an opening. Well, if you have a box with two case halves – a base and a lid – that’s the simplest a product can be. So a lid closing on a box is an opening. If it’s a four-sided box then you have a gap on four sides that you have got to seal around. Then if you add a keypad with 12 buttons, you have 12 more holes, and so it goes on, and these things have buttons and gaps all over the place!
“Behind the buttons on one side, for example, there is a flexible circuit. You can make the circuit waterproof by laminating it with plastic, but that circuit has to go through the case, so you have to have a slot and that requires waterproofing.
“In a production situation you use pressure-sensitive adhesives and the design rules state that you have to have a minimum width of 4mm for your seal if it is going to be self-adhesive. In other words, if you are creating a seal with a self-adhesive gasket, the absolute minimum width of that gasket has to be 4mm. If it was any less the chances are that it would pass water. That’s because it’s got to endure variation in temperature, flexing and all sorts of things. So around each key, if you were trying to keep the water out with glue, you would have to have a 4mm band all around it.
“Once you have applied that rule you end up with an enormous product, or a feature that won’t fit on the side of the device anymore, and you have to think of all sorts of ways around the problem.”
Closing up all holes with a seal of some sort is one way to stop water getting in, but there are some holes that the radio could not do without. Inside the casing is powerful loud speaker that has to produce a high volume so that the radio user will be able to listen to communications in very noisy situations, and holes are essential if the speaker’s sound is to escape.
The radio’s speaker is made with a waterproof plastic diaphragm, which presses onto a rubber O-ring gasket to form a tight seal. Within the area of the O-ring, there are holes in the case that allow the sound to pass through. There are more holes in the rubber keypad mat on the outer side of the case wall, which, again, allow the sound to pass and find its way out through rings around the keys in the front bezel. Then, to prevent water getting in through the holes around the keys, the design uses a layer of acoustic-grade Gore-Tex!
The radio also has a number of controls that have to be water tight, but still move or turn freely, as Rick explains.
“At the top there is an antennae, an orange button they call the Panic Button, and a rotary knob. It’s standard to have two rotary knobs on a radio but this particular company decided to do it differently by using an on-screen menu and the keypad to select between volume and channel change, so you can get all the functionality out of one knob. So that’s good, but there are still rubber seals up there. The rubber seal on the antennae is quite easy because it is just a static screw-in thing. The seal on the panic button is trickier. It’s a dynamic control that goes up and down and presses on a little switch underneath, so the rubber seal goes over a gland. The seal on the rotary switch behind is much trickier still because you have to get a seal on a rotating shaft. So we had to make lots of prototypes and test them. The seals are a bit like condoms, they stretch over a neck and on the inside there are little annular ribs that compress. And it is important where the mould tool for the control comes apart because you get a line of flash, which is material you don’t want, so you have got to make sure it parts in a place where you don’t have a seal.
“So now I’ve discovered why, generally speaking, all personal mobile radios, whatever make they are, are ugly bricks – it’s because there is no way they can be anything else! By the time you have put in all the functionality, you end up with a big square-sided thing and there is nothing you can do about it. You can’t make a curve here or a curve there, or reduce something in size. Every designer has to solve the same problems and has to deal with the same rules of physics and I think that’s why their products almost all look the same. You are not going to win a beauty competition designing a product like this.”
***
Foot Soldier Radio for the Troops
Another of Rick’s recent design projects was a foot soldier radio for the troops, and this job presented him with a number of very tricky design problems, some of which were similar to those he faced when working on Simoco’s waterproof mobile radio.

Green version of the foot soldier radio
“It was harder in some ways, but not as hard in others,” begins Rick. “Ultimately both products have to fit in the hand, so that is always your physical limiting form factor. Often you can solve problems by making something larger, but if there is a limit on the size then you have to find other methods.
“The thing with the foot soldier radio is that aesthetics are not as important as they are on commercial products, because it is effectively free issue and so the design is driven by functionality. Aesthetics still help influence people’s decisions, subconsciously perhaps, but it’s largely functionality that matters in this case.
“The foot soldier radio still has to be IP67 compliant, but there is another layer of requirements on top of that, which is where it becomes much more difficult than the Simoco design. Those extra requirements are the military standards that have to be satisfied. So, for example, it has to be able to withstand immersion in brake fluid for an hour and also has to have an operating temperature range of something like minus 37 up to plus 55 degrees celcius.
“So you might have a rubber seal that keeps the brake fluid out at room temperature, but when the temperature drops down to minus 20 it starts to harden and may not recover its form. You can have other materials that can handle the temperature change but just can’t cope with hydraulic fluid, so you run round and round in circles with these conflicting requirements, and eventually you discover that there is only one material in the world and only one process that can do all that, and you have to go with it. You just have no choices like you would with an ordinary product.”
Of course, the military has always had to have gear that can cope with low temperatures and water, even before the invention of modern plastics and electronics, but Rick reckons that specifications were not so exacting in the past, and much cruder methods of manufacture were employed to achieve the same results.
“What they did achieve would have been done using methods that resulted in products with poor serviceability. For example, one way of dealing with electronics is to pot them, which means that the electronics go into a case and then you fill that case up with a sort of bitumen or tar type material, totally encapsulating the circuits. It is an expensive process because it takes time; it’s messy, and once you have done it you have a non serviceable product. You could have a few hundred pounds worth of bits in there that you’ll never see again. And, of course, it becomes very heavy.”
“Originally the manufacturers wanted to make this radio out of extruded aluminium and just have end caps. Extruding is where you push the material through a die shape. The down spouts and gutters of a drain pipe are plastic extrusions, for example. You just get the same cross section all the way along, because it’s a flat die shape. You can extrude to 100 miles long if you want, because you are just pushing the material through a shape. With injection moulding, on the other hand, you are squirting the material into a three-dimensional form. Extruding is very crude by comparison, but it works. So whatever you make with an extrusion can only have one section all the way through the product, be it a square tube or round tube, and you just crop it to size and cap the ends. The problem is that you need to have screws and seals. You can seal the end caps but how do you seal your screw heads? You can’t really have seals under the screws so the screw holes have to be outside of the extrusion.
“And when you look into it you just can’t get the functionality with the geometry, so you have got to go back to moulding and casting. So we took them away from the extrusion idea, which still had some merits, and back to injection moulding.
“The idea was to try to get as much of the functionality into the moulding tools as possible. We knew that they were planning to make a lot of radios and had the resources to spend on tooling, capital investment and one-off expenses. So we ended up with a very complex and sophisticated injection mould tool for the main casing that, in one operation, puts in about 80 or 90 percent of the functionality and features you need to build the product onto. It even included the seals: it was what you call a two-shot injection moulding process. So in one shot it moulds the hard material of the case, and in the second it moulds in all the rubber seals. So the seals are no longer separate parts that have to be placed on the production line!”

Foot soldier radio

Foot soldier radio components
Mix and Match
Two-shot moulding is undoubtedly a very clever and useful process, but it also caused a few design headaches for Rick. The two materials that are to be bonded have to be matched very precisely, for they are, in effect, melted together like a weld. This means that by choosing one material, options for the other are automatically limited. Nevertheless, both materials have to be able to function in all the conditions set out in the design brief.
“You have got to balance up, molecularly, the two materials,” explains Rick. “By the time the second shot comes in the first shot has cooled off a bit. It is not molten but it is still hot, and that’s better than a totally cold part, because you get a better bond. But there are a lot of rubbers and plastics that are not compatible and you wouldn’t get a proper molecular bond with them. The ones that are compatible have been designed that way.
“So you find that once you’ve selected one material it forces you to go to another one, but sometimes you find that the other one brings its own problem. So, for example, we thought we knew what the main case material would be until just before we tooled it.
“It was when we were looking at the compatibility of the rubber seal that we discovered the material wouldn’t give us good enough adhesion. There was another option in the harder material and if we changed we’d get a better adhesion. One of the problems was that the softer material could – you never know for sure – suffer from what’s called compression set, so when under pressure for a long period of time and in reduced temperatures, the seal’s ability to return to its natural form is lessened and it sets. That is exactly the problem NASA had on the ill-fated space shuttle. Their O-ring seal for some hot gas connection suffered from compression set because it had been sat on the launch pad for too long at temperatures that were very low. The seals leaked and the rest is history. There was a documentary on it in which they clamped the rubber and put it into ice. When they took the clamp off the rubber didn’t spring back and stayed the same shape as the clamp.
“I wouldn’t say manufacturers get it wrong, but they calculate probability, chance and risk. At the end of the day it has to be affordable and to be affordable there are compromises that have to be made.”
It is no surprise to hear that equipment for the forces has to be made to extremely high standards. After all, soldiers rely on their equipment to function in every situation and environment imaginable. As far as Rick understands it, there are the conditions in which the gear is expected to be able to survive and those in which it is expect to function.
“You could say that a soldier wouldn’t be able to use the radio at minus 35 degrees, or under water, and that’s true, but they’ll want to be able to use it after it has been subjected to those conditions. We had issues like changing the batteries to think about, for example. You can twist two screws and pull the battery pack out, but when you’ve done that the battery itself still has to be waterproof and so does the remaining product. The batteries are often changed in pretty adverse conditions – muddy water and all the rest of it – so we had to design the contacts so that they wouldn’t suffer when exposed.
“When you go through it you sometimes almost get to a point when you think that there just isn’t a solution. It seems as though there’s just no way you can make it idiot proof enough, or whatever proof it needs to be, but you can end up with something that goes a long way towards that goal.”
***
Bedfont Scientific respiratory diagnostic product.
The final one of Rick’s designs we are going to look at is a small but important part in a much larger system. Nevertheless, it still proved to be an extremely difficult thing to sort out, in terms of turning a working prototype idea into something that could be efficiently manufactured on a production line.
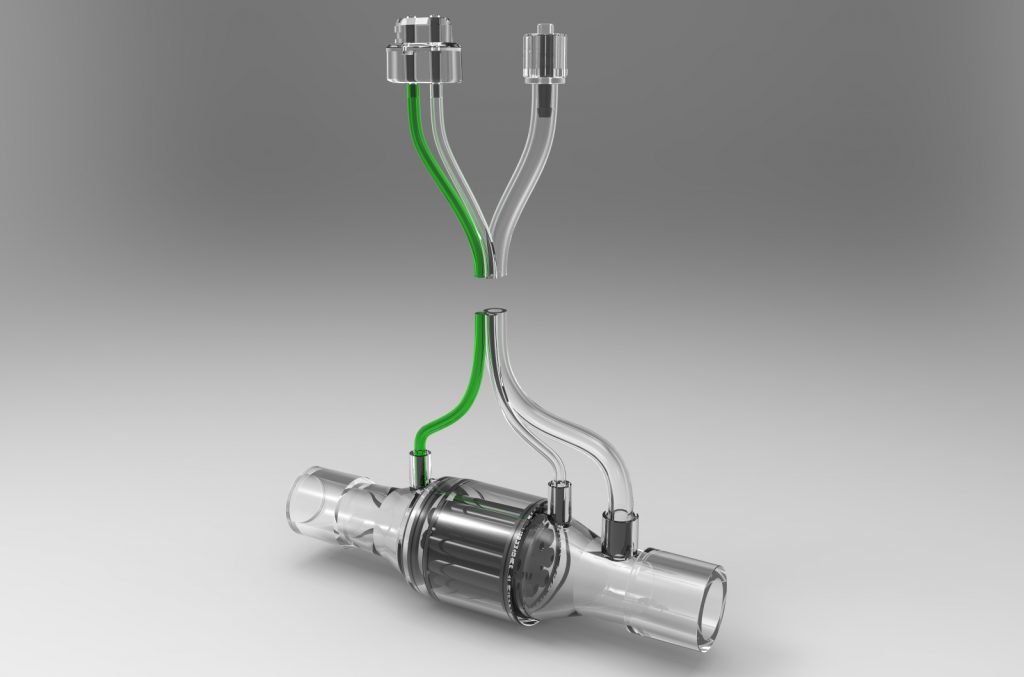
The breath analysis and monitoring part Rick helped develop
“It’s a great story about how wrong it is to make a prototype without thinking about how it can be mass produced,” says Rick. “I understand that a company might be thinking that an idea they’ve had could turn out to be rubbish, so they don’t want to go to the lengths of hiring a production designer before testing it out, but there is a lot of ‘chicken and egg’ in that.
“The company showed me this prototype they’d made and had working and asked me if I could give them a production solution for it. So I looked at this little part and thought, ‘Well that shouldn’t be too difficult,’ but it took months to find the right solution. It was incredibly difficult. You just wouldn’t think so because it’s just a few tubes.
“But they had very specific requirements. They wanted to push a gas through a group of tubes with very small diameter internal bores. The bores had to be parallel and ideally made out of a material like PTFE so that there would be no condensation effect as the gas passed through. But there is no process on earth that gives you that unless you machine out of solid PTFE. We couldn’t extrude it for a whole bunch of reasons. We couldn’t injection mould it because the mouldings produced non-tapered bores, there was no way to get the cooling into the parts, for a whole host of tooling reasons, and there was no way to design the tool parts so that it could be moulded. There was just no way of doing it with that specification.
“Eventually we arrived at a solution, but it was difficult. We discovered that we were able to relax the materials because the condensing effect that a gas had on the surfaces was not so critical. We also discovered that the parallel requirement on the internal bores could be relaxed slightly. So I was able to find an injection moulded solution. I think there were about half-a-dozen tubes – so I picked out some of the tubes and put them on another part, but arranged it so that they’d interlock to form a full assembly when put together.
“If you look at the images you can see two flanges and they are identical in the way that the tubes come off of them, but when you rotate them by 180 degrees, they lock together. That was just a way of making it mouldable. You need to get cooling in there to cool those plastic tubes during the moulding process.
“Also each one had to seal at the end. We didn’t know if a friction fit would work or if we’d have to use glue, but gluing is not something you want to do on a production line. We actually ended up using the two-stop moulding process I mentioned before, so we moulded little rubber seals on the end of each tube and they sit on the flange parts and provide the seal.
“The message is that very, very early on you have got to be production focussed, if not, you’ll find your answer can never be put into production. It’s a classic problem, but people will go a long way before considering production. You just don’t know what the problems are going to be.” TF
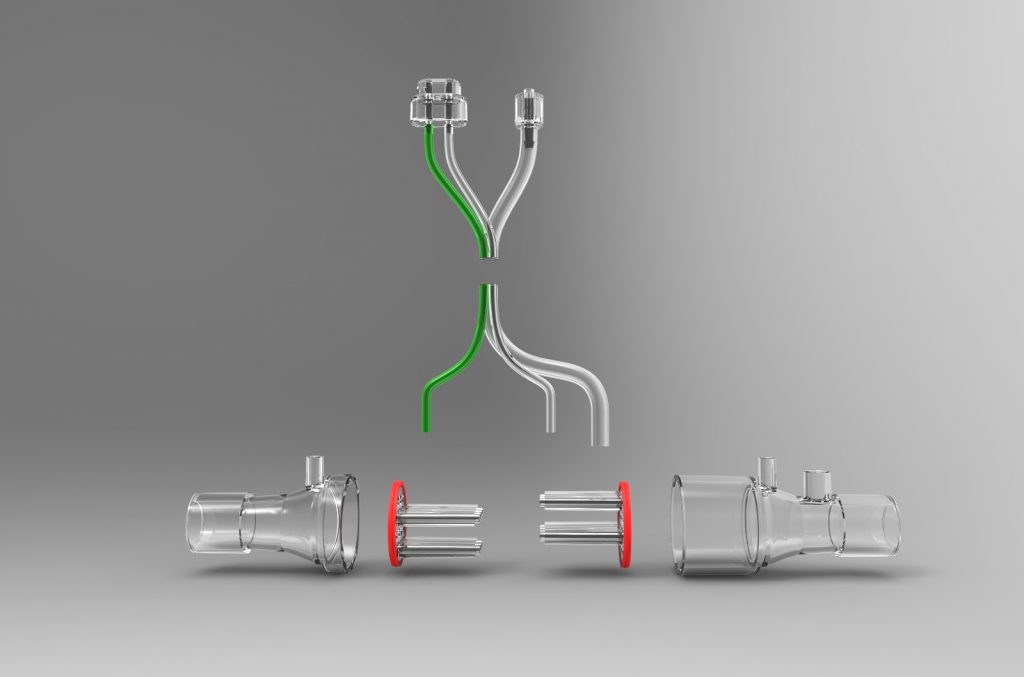
Rick spit the tubes into two sections so that they could be moulded properly. When the sections are joined and twisted 180 degrees they lock together
To return to Rick Dickinson: Designer Update (Part 1) click here: Part 1
Our original three-part interview with Rick can be found here: Rick Dickinson: The Enigma of Design (Part 1)






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}